




Machine model: LWB70D
Machine matched die head: single double, tri, tetra
Machine capacity:5L
Delivery Time: 50 working days
5L HDPE PLASTIC EXTRUSION BLOW MOLDING MACHINE (EBM)

Our 100ml to 5L plastic bottle blow molding machines are specialized equipment designed to meet the production needs of small-sized containers. They are suitable for small volume packaging in the beverage, daily chemical, pharmaceutical, and industrial product sectors. Combining high-precision control with efficient production capabilities, these machines can consistently process a variety of plastic materials, achieving high-quality blow molding of bottles ranging in size from 1L to 5L.
Machine Configuration
To guarantee top-tier quality and stability, all major components are sourced from globally recognized and trusted brands:
▶Control System: Mitsubishi (Japan, GEFRAN (Italy), WISETECH (Taiwan). Fast response, high accuracy, and proven reliability in industrial applications.
▶ Parison Control (Multiple Options Available): MOOG / GEFRAN / XUNJIE / WISETECH. Flexible configurations to meet diverse processing requirements.
▶ Inverter / Frequency Drive: HAITIAN / INNOVANCE / DELTA
Ensures steady output, strong performance, and long-term stability.
▶ Hydraulic System: SUMITOMO Hydraulic Pump, YUKEN or NORTHMAN Hydraulic Valves. Smooth operation and precise control to enhance consistency and product quality.
▶ Electrical Components, Schneider Contactors and OMRON Relays. Safe, durable, and built for long service life.
Machine die head system
One set of continuous extrusion blow molding machines can provide flexibility through interchangeable blow molding die heads with different cavity numbers. By simply changing the die head configuration—such as single die head, double die head, trip die head, tetra die head, or six die head—the machine can efficiently produce plastic hollow products of various diameters, widths, and volumes.
To meet diverse market demands and customized applications, we also provide a wide range of optional die head solutions. According to customer requirements, the machine can be equipped with die head with liquid level line control, double-layer structures, double-color designs, as well as multi-layer blow molding technology. This high level of customization enables our machines to adapt to different product designs, functional requirements, and industry applications.
Machine Specifications and Features
Capacity Coverage:Small Containers (100ml to 2L): Commonly used for packaging juice, drinking water, liquid dairy products, as well as household and industrial liquids such as detergents, cleaning fluids, sauces, and car care products.
Applicable Models: LWB55S, LWB55D, LWB65S
Material Compatibility: Compatible with a variety of plastics, including HDPE (chemical resistance, high rigidity), PP (high-temperature resistance, suitable for hot filling), and PVC (high-impact, industrial rigid bottles), meeting the regulatory and functional requirements of food, chemical, and pharmaceutical packaging. Multi-layer co-extruded EVOH high-barrier bottles are also available, suitable for applications such as chemicals and pesticides.Customization and Functional Design: Molds can be customized to meet specific needs, supporting custom-shaped bottle bodies, handle structures, anti-counterfeit bottle necks, and labeling areas. Surface finishes such as glossy, frosted, and embossed finishes are available to enhance brand recognition and packaging quality.
Automation and Intelligent Features:
Integrated modules include automatic loading, in-line inspection, and robotic bottle handling, enabling fully automated production.
Real-time production monitoring and fault diagnosis enhance controllability and maintenance efficiency.
This series of blow molding machines is dedicated to providing customers with reliable solutions for large-volume plastic bottle production, balancing flexibility, efficiency, and quality, meeting the packaging manufacturing needs of diverse markets.
MACHINE PARAMETER
Continuous extrusion blow molding machine
Parameters
LWB70D
Diameter
70mm
Screw L/D ratio
24
Screw RPM(50HZ)
10-80 r/min
Extrusion capacity per hour(PE)
70kg/h
Number of heaters
3
Opening stoke
420mm
Platen size
320mm x 410mm
Clamping stoke
150-500mm
Clamping force
68KN
Dry cycle time
5S
Cooling water pressure
0.2-0.3MPa
Cooling water consumption
50L/min
Air pressure
0.6MPa
COmpressed air consumption
0.4m³/min
Machine dimension(L x W x H) M
3.4*1.75*2.4
Machine net weight
5T
Die head series (Optional)
Center distance of double-die
160mm
Center distance of tri-die
110mm
Center distance of tetra-die
85mm
Power consumption parameter
Inverter motor
22kw
Extruder heating power
13.8kw
Power of die heating zone
3kw
Hydraulic motor
7.5kw
Maximum Electrical power rating
46.3kw
Scenario: Producing 4L HDPE Bottles (Weight 130g)
Comparison Dimension
Option A: Single Station Double Die
Option B: Double Station Single Die
Expert Choice
Equipment Cost
Higher (Requires ultra-wide platen and large clamping force)
More Economical (High cost-performance, compact structure)
Choose Option B: First choice for initial production or expansion.
Tested Output
240 - 280 bottles/hour
280-310
bottles/hour
Choose Option B: Efficiency increased by approx. 35%.
Mold Center Distance
Extremely limited (4L bottles are wide, hard to align two side-by-side)
Unlimited (Ample space for a single die head)
Choosing double die heads for 4L bottles easily leads to bottle squeezing and deformation.
Wall Thickness Control
Synchronous control of double die heads is difficult; prone to being overly thick
Precise Control (Independent control for single die head)
Option B: 100-point thickness control is much more stable.
Flash Processing
Requires machine downtime for manual processing or complex structures
Fully automatic in-line deflashing
Option B: Built-in auto deflashing saves 2 workers.
Energy Ratio (per 1k bottles)
Approx. 180 kWh
Approx. 145 kWh
Option B: Utilizes cooling time for extrusion, saving more electricity.
4L HDPE Bottle with Handle: Double Station vs. Single Station Selection Guide
True Case Study: Why Do We Recommend "Double Station" for 4L Bottles? *
Customer Background: A packaging manufacturer in Peru, originally planned to purchase a large single-station double-die machine to produce 4L toilet bowl cleaner bottles.
Our Intervention: Through technical calculations, we discovered that forcibly using a double die head for a 4L bottle (approx. 180mm wide) requires a center distance of over 240mm. This causes uneven stress on the machine template. Furthermore, due to the long cooling time, a single-station machine spends 50% of its time just "waiting" to cool.
*Final Solution: The customer switched to our 75mm screw double-station single-die fully automatic blow molding machine.
*Tested Results: > *
Efficiency: By seamlessly integrating "left side cooling/deflashing" with "right side extruding/blowing," output stabilized at 360 bottles/hour. *Quality: Neck flatness reached 0.05mm, perfectly adapting to automated capping lines. *
Return: Saved $15,000 USD in equipment procurement budget, which the customer reinvested into higher-quality mold development.
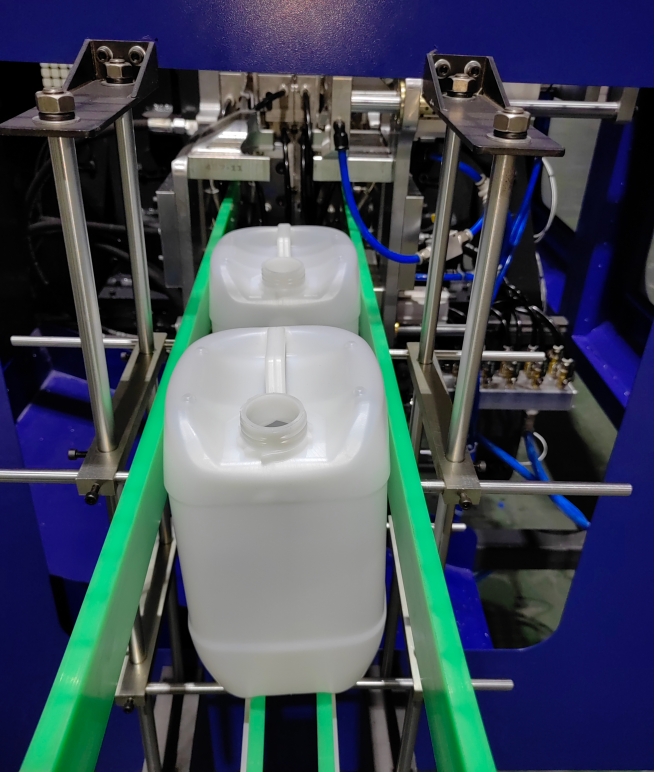
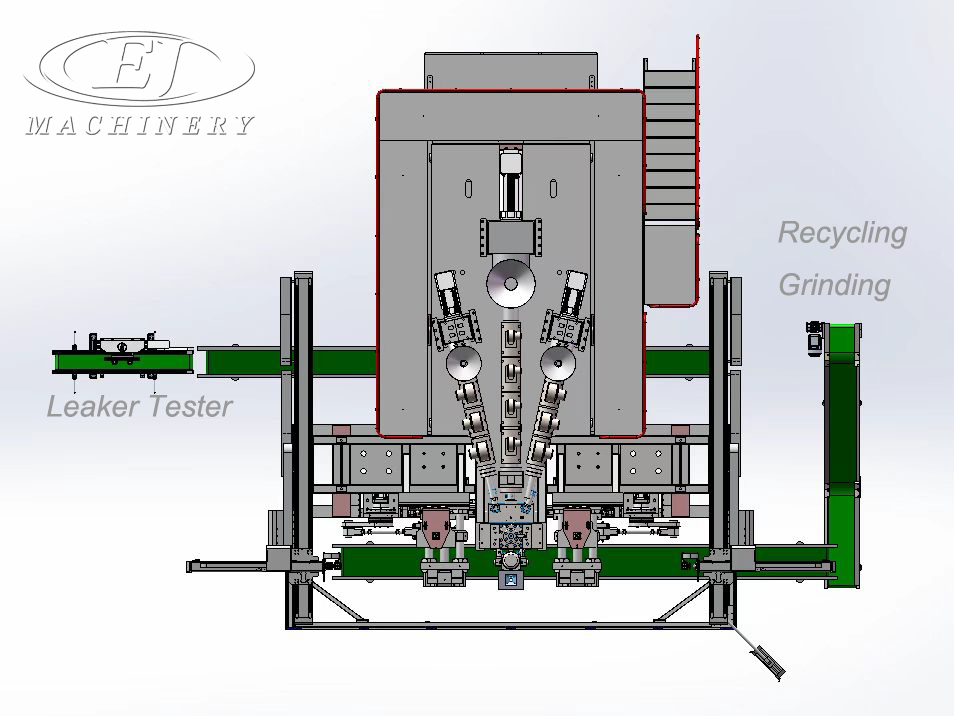
Core Logic: The moment the 4L bottle drops from the blow molding machine after auto-deflashing, it directly enters a high-speed inspection line, ensuring every bottle shipped to the customer's warehouse has undergone 100% pressure and physical testing.
1. High-Sensitivity Leak Tester Due to the large capacity and noticeable thermal expansion/contraction of 4L bottles, we configure a dedicated pressure decay leak tester.
Detection Accuracy: Precisely identifies pinholes or blisters as small as 0.1mm - 0.3mm.
Selection Data: For 4L bottles, the test cycle is set at 4-6 seconds/bottle, perfectly matching the output rhythm of a double-station machine.
True Case: A Peruvian customer once faced compensation claims due to oil leakage from microscopic cracks at the handle junction. After installing our in-line leak tester, the missed detection rate dropped to 0%, with automatic identification and rejection of defective products.
2. Dynamic Check-Weigher The weight of a 4L bottle directly impacts its structural strength (stacking performance) and raw material costs.
Selection Logic: Adopts high-sensitivity load cells; tested error is controlled within ±0.5g.
Automatic Warning: If continuous upward or downward weight deviations are detected in 3 consecutive bottles, the system alerts the blow molding machine PLC, prompting operators to check extrusion volume or thickness parameters.
Data Traceability: Records the daily total weight distribution, helping factories accurately calculate raw material loss rates.
3. "3-in-1" Integrated Automation Line To save factory space and reduce energy consumption, we integrate deflashing, leak testing, and check-weighing on a single conveyor belt.
Station 1 (Drop): The blow molding machine's manipulator places the 4L bottle smoothly onto the conveyor.
Station 2 (Leak Test): The probe automatically presses down for a 1.5 Bar constant pressure test.
Station 3 (Weighing): Conveyor sensors complete dynamic weighing in milliseconds.
Station 4 (Sorting): Pneumatic levers automatically reject overweight, underweight, or leaking bottles into a recovery bin.
Expert Insight for Global Buyers: "Many factories only buy the blow molding machine to save money, hiring workers to manually squeeze bottles for leak testing. However, manual testing cannot detect microscopic pinholes. When 4L bottles are stacked over 3 layers high, weak defects at the bottom will burst under pressure. Equipping an in-line leak testing system costs roughly equivalent to 1 worker's salary for 3 months, yet it can shield you from tens of thousands of dollars in liability claims."
Safeguarding 4L Bottle Quality: Fully Automatic In-Line Leak Testing, Check-Weighing, and Rejection System Solution

For the production of 4L HDPE bottles with handles, the flash volume is large (typically 30%-40% of the bottle weight), and cooling requirements are high. You cannot simply apply the standards of small bottles. Below is a professional-grade auxiliary equipment configuration list based on tested power matching data.
1. Cooling System: Industrial Water Chiller
Buyer's Fear: Insufficient cooling leads to warped 4L bottles and extends the cycle time from 20s to 30s.
Tested Match: 10HP (Air-cooled or Water-cooled).
Data: A 10HP chiller provides approx. 25,000 kcal/h of cooling capacity, stabilizing mold temperatures at 10-15°C.
Expert Tip: Pair it with a 500L 304 stainless steel insulated water tank to prevent severe water temperature fluctuations when multiple machines start/stop.
2. Scrap Recovery System: Heavy-Duty Crusher
Buyer's Fear: 4L bottle flashes (handle, bottom) are thick and hard. Standard crushers "can't chew them" or generate too much dust.
Tested Match: 7.5HP - 10HP Flake Blade Crusher (5-7.5kW).
Data: Blade width should be 400mm - 500mm to ensure massive handle flashes can be fed whole.
True Case: An overseas buyer once used a small 3HP crusher, which jammed and burned out the motor within 30 minutes. After switching to a 10HP flake blade machine, crushing efficiency reached 250kg/h, fully digesting all flash from the double station.
3. Auto-Loader & Mixer System
Buyer's Fear: Uneven manual mixing causes color streaks, or the hopper empties and the machine runs dry.
Tested Match: 300G Vacuum Auto-Loader + Two-Component Proportional Mixer.
Automation Plan: Use a "proportional valve controlled" loader to automatically extract crushed regrind and virgin material at a 70:30 ratio, achieving 100% instant scrap recycling without extra labor.
4. Air Supply System: Air Compressor Suite
Buyer's Fear: Unstable pressure. Insufficient blowing pressure for 4L bottles leads to unfilled handles and blurry outlines.
Tested Match: 20HP (15kW) Integrated Screw Air Compressor + Air Tank.
Key Data: Air delivery ≥ 2.0 m³/min. Working pressure strictly maintained at 0.8 - 1.2 MPa.
Configuration Note: A Refrigerated Air Dryer is mandatory; otherwise, moisture in the compressed air will enter the mold, causing bubbles or pitting on the bottle wall.
4L Line Auxiliary Equipment Summary Table
Auxiliary Equipment
Recommended Spec (4L/Double Station)
Core Value
Detail Page Bonus Feature
Water Chiller
10HP (Air-Cooled)
Shortens cooling time by 20%
Stabilizes capacity, prevents warping
Crusher
7.5HP Flake Blade
Processes thick flash without jamming
100% scrap recycling
Auto-Loader
300G Proportional Type
Auto-mixes virgin/regrind materials
Eliminates 1 manual laborer
Air Compressor
20HP Screw Type
Ensures stable blowing pressure
Clear, aesthetic bottle outlines
Air Dryer
2.5 m³/min
Filters moisture and oil
Eliminates bubbles and black spots
4L Blow Molding Line: Total Installed Power and Operating Efficiency Table
Core Insight: Many buyers only look at the main machine's 30kW, install a 40kW transformer, and trip the breaker the moment auxiliary machines turn on. When producing 4L bottles, the instantaneous starting current of auxiliary machines (especially chillers and compressors) is massive. You must leave a 25% - 30% redundancy margin.
Detailed Power Consumption Breakdown
Equipment Name
Installed Power (Rated)
Actual Running Power
Expert Note
Main Machine (Blow Molder)
55 kW
30 - 35 kW
Includes heater bands (PID control) and drive motors.
Water Chiller (10HP)
7.5 kW
5.5 kW
Frequent compressor start/stops; high starting current.
Screw Air Compressor (20HP)
15 kW
11 kW
Maintains stable pressure; continuous high-load operation.
Crusher (7.5HP)
5.5 kW
2 - 4 kW
Power spikes during material feeding.
Auto-Loader/Mixer
1.5 kW
0.8 kW
Intermittent operation.
Mold Temperature Controller (6kW)
6 kW
2.5 kW
Enters low-power thermostat mode after reaching set temp.
In-Line Leak/Weighing Line
1 kW
0.5 kW
Extremely low power consumption.
Total Requirements
86.5 kW
Approx. 55 kW
Recommended Power Supply: ≥ 100 kW
Professional Data: Transformer and Cable Recommendations
Recommended Transformer Capacity: ≥ 125 kVA.
Reason: Accounts for the inductive load impact during motor starts, and future additions of molds or auxiliary equipment.
Recommended Main Cable: 3 x 50 mm² + 2 x 25 mm² (Copper Core).
Reason: For a 4L machine running 24 hours a day, overly thin cables will overheat and reduce motor lifespan.
Average Energy Cost per Bottle: Approx. 0.14 - 0.16 kWh.
Real Case: In a 220V/60Hz environment in Peru, producing a 200g 4L HDPE bottle (including all auxiliary machines) resulted in an actual energy consumption of only 0.15 kWh per bottle.
4L Fully Automatic Blow Molding Line: Auxiliary Equipment Selection & Matching Guide
Chat with Our Sales Team. Get pricing, lead time, and technical support.