


Machine model: LWB65S
Machine matched die head: single double, tri, tetra
Machine capacity:5L
Delivery Time: 45 working days
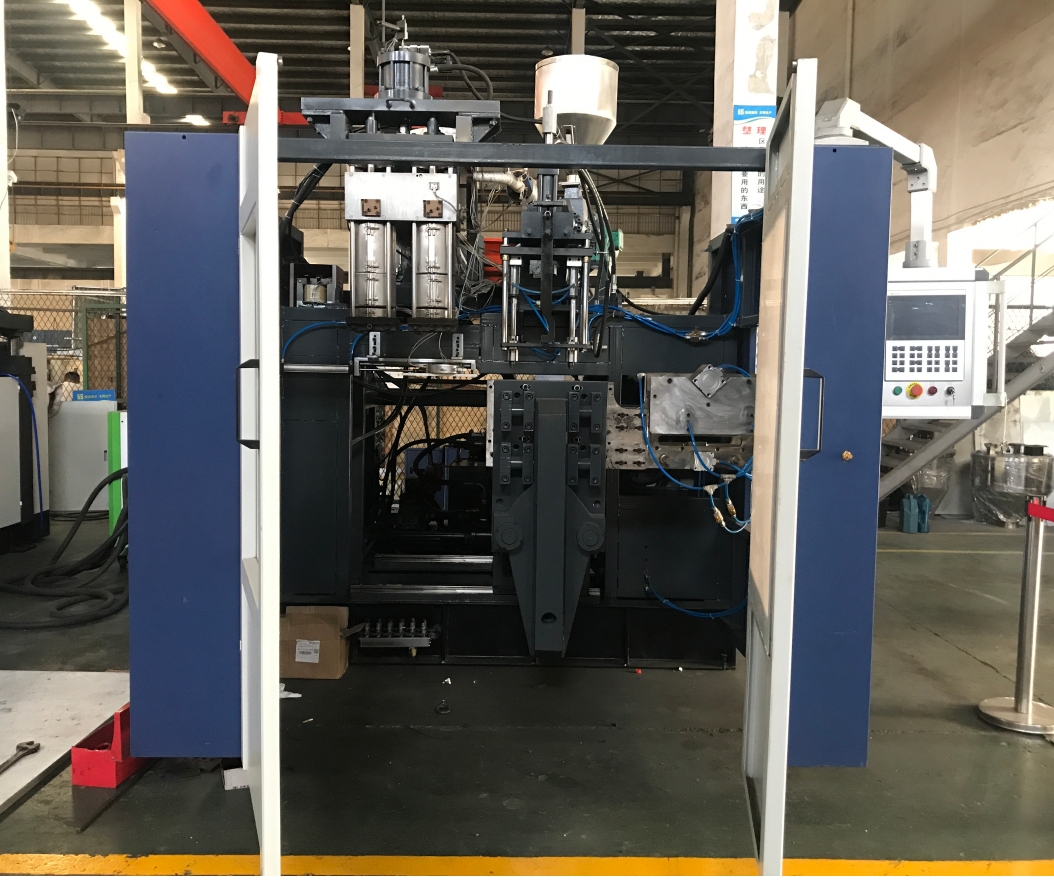
5L HDPE PLASTIC Single Station Extrusion Blow Molding Machine (EBM)

Our 2L to 5L plastic bottle blow molding machines are specialized equipment designed to meet the production needs of small-sized containers. They are suitable for small volume packaging in the beverage, daily chemical, pharmaceutical, and industrial product sectors. Combining high-precision control with efficient production capabilities, these machines can consistently process a variety of plastic materials, achieving high-quality blow molding of bottles ranging in size from 2L to 5L
Machine Configuration
To guarantee top-tier quality and stability, all major components are sourced from globally recognized and trusted brands:
▶Control System: Mitsubishi (Japan, GEFRAN (Italy), WISETECH (Taiwan). Fast response, high accuracy, and proven reliability in industrial applications.
▶ Parison Control (Multiple Options Available): MOOG / GEFRAN / XUNJIE / WISETECH. Flexible configurations to meet diverse processing requirements.
▶ Inverter / Frequency Drive: HAITIAN / INNOVANCE / DELTA
Ensures steady output, strong performance, and long-term stability.
▶ Hydraulic System: SUMITOMO Hydraulic Pump, YUKEN or NORTHMAN Hydraulic Valves. Smooth operation and precise control to enhance consistency and product quality.
▶ Electrical Components, Schneider Contactors and OMRON Relays. Safe, durable, and built for long service life.
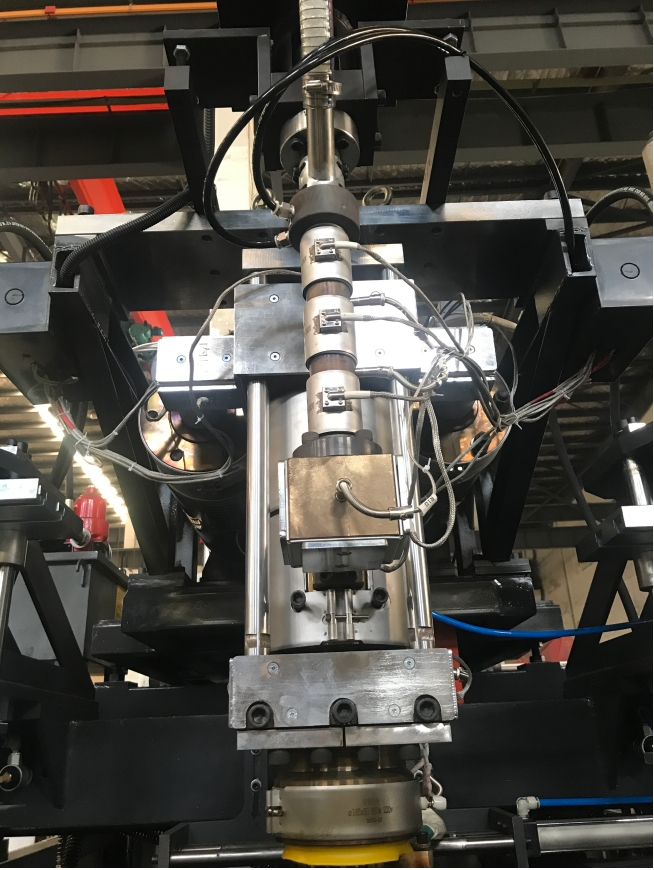
Machine die head system
One set of continuous extrusion blow molding machines can provide flexibility through interchangeable blow molding die heads with different cavity numbers. By simply changing the die head configuration—such as single die head, double die head, trip die head, tetra die head, or six die head—the machine can efficiently produce plastic hollow products of various diameters, widths, and volumes.
To meet diverse market demands and customized applications, we also provide a wide range of optional die head solutions. According to customer requirements, the machine can be equipped with die head with liquid level line control, double-layer structures, double-color designs, as well as multi-layer blow molding technology. This high level of customization enables our machines to adapt to different product designs, functional requirements, and industry applications.
Machine Specifications and Features
Capacity Coverage:
Small Containers (2L to 5L): Commonly used for packaging juice, drinking water, liquid dairy products, as well as household and industrial liquids such as detergents, cleaning fluids, sauces, and car care products.
Applicable Models: LWB55S, LWB55D, LWB65S
Material Compatibility: Compatible with a variety of plastics, including HDPE (chemical resistance, high rigidity), PP (high-temperature resistance, suitable for hot filling), and PVC (high-impact, industrial rigid bottles), meeting the regulatory and functional requirements of food, chemical, and pharmaceutical packaging. Multi-layer co-extruded EVOH high-barrier bottles are also available, suitable for applications such as chemicals and pesticides.Customization and Functional Design: Molds can be customized to meet specific needs, supporting custom-shaped bottle bodies, handle structures, anti-counterfeit bottle necks, and labeling areas. Surface finishes such as glossy, frosted, and embossed finishes are available to enhance brand recognition and packaging quality.
Automation and Intelligent Features:
Integrated modules include automatic loading, in-line inspection, and robotic bottle handling, enabling fully automated production.
Real-time production monitoring and fault diagnosis enhance controllability and maintenance efficiency.
This series of blow molding machines is dedicated to providing customers with reliable solutions for large-volume plastic bottle production, balancing flexibility, efficiency, and quality, meeting the packaging manufacturing needs of diverse markets.
MACHINE PARAMETER
| Continuous extrusion blow molding machine | |||
| Parameters | LWB50S | LWB55D | LWB65S |
| Diameter | 50mm | 55mm | 65mm |
| Screw L/D ratio | 24 | 24 | 24 |
| Screw RPM(50HZ) | 10-80 r/min | 10-80 r/min | 10-80 r/min |
| Extrusion capacity per hour(PE) | 50kg/h | 55kg/h | 70kg/h |
| Number of heaters | 3 | 3 | 3 |
| Opening stoke | 370mm | 370mm | 420mm |
| Platen size | 280mm x 390mm | 280mm x 390mm | 320mm x 410mm |
| Clamping stoke | 130-400mm | 130-400mm | 150-500mm |
| Clamping force | 37KN | 37KN | 68KN |
| Dry cycle time | 4S | 6S | 5S |
| Cooling water pressure | 0.2-0.3MPa | 0.2-0.3MPa | 0.2-0.3MPa |
| Cooling water consumption | 35L/min | 35L/min | 50L/min |
| Air pressure | 0.6MPa | 0.6MPa | 0.6MPa |
| Compressed air consumption | 0.4m³/min | 0.4m³/min | 0.4m³/min |
| Machine dimension (L x W x H) M | 2.9*1.6*2.35 M | 3.32*2.0*2.4M | 3.4*1.75*2.4 |
| Machine net weight | 3.4T | 4T | 5T |
| Die head series (Optional) | |||
| Center distance of double-die | 130mm | 130mm | 160mm |
| Center distance of tri-die | 90mm | 90mm | 110mm |
| Center distance of tetra-die | 75mm | 75mm | 85mm |
| Power consumption parameter | |||
| Inverter motor | 11kw | 15kw | 18.5kw |
| Extruder heating power | 11kw | 11.6kw | 13.8kw |
| Power of die heating zone | 1.8kw | 1.8kw | 3kw |
| Hydraulic motor | 7.5kw | 7.5kw | 7.5kw |
| Maximum Electrical power rating | 31.3kw | 35.9kw | 45.5kw |
For the typical Extrusion Blow Molding (EBM) requirements of 4L HDPE bottles with handles, overseas buyers are often confused by the combinations of "number of stations" and "number of die heads." Because these products are large and feature handles (which involves flash removal), the selection logic is completely different from that of smaller bottles.
Buyer's Dilemma: "I have a 4L product and want high cost-effectiveness. Should I buy two stations running one die head, or one station running two die heads?"
Expert Answer: Always prioritize the Double Station Single Die Head.
Selection Logic: 4L bottles have a large diameter. The center distance required for double die heads is extremely high, which drastically increases the platen size and doubles the machine cost. A double station single die head allows for extrusion and blowing on one side while simultaneously cooling and deflashing on the other, increasing efficiency by 60%-80%.
Case Study: A detergent plant in Peru compared this setup with a single station double die head and ultimately chose our 75mm screw double station model. The tested cycle time is 22 seconds, with a daily output of 7,500 bottles. The equipment investment was reduced by 30% compared to larger models.
Buyer's Dilemma: "I know 20L oil drums use accumulator heads, but for an awkward size like 4L-5L, will a continuous head cause uneven wall thickness?"
Expert Answer: We highly recommend a Continuous die head equipped with a parison controller.
Selection Data: A 4L bottle weighs about 160g-220g; continuous extrusion is more than sufficient. Equipping it with a 100-point Parison Controller (Moog) ensures the handle area does not thin out.
Case Study: A Chilean customer producing 5L lubricant bottles switched to a continuous type, and their weight fluctuation dropped from ±10g to ±2g.
Buyer's Dilemma: "Bottles with handles generate a lot of flash. Manual trimming makes workers' hands sore and looks unprofessional. Can the machine cut it cleanly automatically?"
Expert Answer: Fully automatic in-line bottom deflashing + handle deflashing.
Selection Data: By adding an independent hydraulic punching station, the tested trimming neatness reaches over 99.5%.
Case Study: A customer's factory eliminated the need for 2 deflashing workers, saving about $12,000 USD annually in labor costs.
Buyer's Dilemma: "The flash of a 4L bottle accounts for 30% or more of the weight. Will adding regrind directly cause black spots or poor plasticization?"
Expert Answer: Utilize Multilayer co-extrusion or a specialized heavy-duty conveying screw.
Case Study: By incorporating an automatic proportional mixer and controlling the regrind ratio at 35%, the bottles still easily pass the 2-meter drop test.
Buyer's Dilemma: "The manufacturer recommends 75mm, but can I choose 65mm to save electricity?"
Expert Answer: The screw must match the Required Output Capacity.
Selection Data: If the hourly output for 4L bottles needs to exceed 280pcs, a 65mm screw will cause melt overheating due to excessive RPM.
Recommendation: A 75mm screw running at low speed and high torque provides superior plasticization.
Buyer's Dilemma: "Industrial power fluctuates significantly in Latin America; PLCs break easily."
Expert Answer: Install a voltage stabilizer (isolation transformer) and an independent ground wire.
Case Study: We equipped an Ecuadorian customer with a wide-voltage design module. The equipment runs flawlessly even under ±15% voltage fluctuations.
Buyer's Dilemma: "The bottom and neck of the bottle always shrink and deform. Is the chiller not powerful enough?"
Expert Answer: Optimized mold water channel design + Mold Temperature Controller synergy.
Selection Data: For 4L bottles, we recommend a chiller power of no less than 10HP.
Case Study: After optimizing the beryllium copper cooling points on the mold, cooling time was shortened from 12 seconds to 8 seconds, increasing production capacity by 33%.
Buyer's Dilemma: "Handle bottles require many auxiliary machines (crusher, mixer, chiller). How do I arrange the space?"
Expert Answer: "L-shaped" or "Straight-line" compact layouts.
Data: The main machine occupies about 4.5m x 2.5m, and the full production line requires at least an 8m x 5m active operating space.
Buyer's Dilemma: "Aluminum molds are cheaper and cool faster; steel molds are durable. How do I choose for 4L bottles?"
Expert Answer: Main body Aviation Aluminum (7075) + Beryllium Copper inserts for wear-prone areas.
Selection Data: Aluminum molds cool 2 times faster than steel, making them ideal for high output; using steel or beryllium copper at critical pinch-off edges greatly extends lifespan.
Buyer's Dilemma: "Fully automatic is $10,000 USD more expensive. Is it more cost-effective to just hire a worker to move the bottles?"
Expert Answer: ROI (Return on Investment) calculation.
Data: Assuming a monthly salary of $500 USD, the extra cost for fully automatic equipment can be recovered within 20 months through saved labor and significantly reduced defect rates.
Buyer's Dilemma: "Is the blown neck flat enough? Can the sealing machine press it tight?"
Expert Answer: Double-cylinder Pre-Sealing process.
Case Study: The tested neck flatness error is < 0.1mm, perfectly adapting to automatic induction aluminum foil sealing lines.
Buyer's Dilemma: "Changing colors wastes 50kg of material. Is there a faster die head?"
Expert Answer: Center-fed Die Head design.
Data: The dead-spot-free flow channel design makes color changing 40% faster than traditional spider die heads.
Buyer's Dilemma: "We are in the Andes Mountains. Is an ordinary air compressor enough?"
Expert Answer: Altitude correction factor calculations.
Case Study: For an altitude of 3000 meters, we increased the air compressor displacement requirement by 20% to ensure the blowing pressure remains stable at 0.8-1.0 MPa.
Buyer's Dilemma: "If the blown bottles are too hot or have mold release agent, labels won't stick well."
Expert Answer: Oil-free lubrication + In-line leak testing and labeling synchronization.
Buyer's Dilemma: "China is too far away; I cannot afford to wait for technicians to fly over."
Expert Answer: IoT Remote Gateway Monitoring.
Function: As long as a broadband connection is established, technicians in our Chinese office can directly access and modify the PLC logic remotely.
Expert Solution for 4L HDPE Handle Bottles Blow Molding
1. 4L Bottle with Handle: "Double Station Single Die" or "Single Station Double Die"?
2. Die Head Type: Continuous or Accumulator?
3. Auto-Deflashing for the Handle Area
4. Scrap Recycling: Can I add my regrind directly?
5. Screw Diameter: 65mm, 75mm, or 80mm?
6. Power Fluctuations: Will unstable voltage burn the PLC?
7. Cooling Efficiency: Why do my bottles come out warped?
8. Footprint: Is 100 square meters enough?
9. Mold Material: Aviation Aluminum or P20 Steel?
10. Fully Automatic vs. Semi-Automatic: The Break-Even Point
11. Neck Leak Prevention: Inner Plug or Aluminum Foil Seal?
12. Color Change Speed: How long does it take to flush from blue to white?
13. Altitude & Air Compressors: Insufficient pressure in high-altitude areas?
14. Labeling Compatibility: Will there be oil on the bottle surface?
15. After-Sales: Can you fix a black screen remotely?
Chat with Our Sales Team. Get pricing, lead time, and technical support.